

| 新(xīn)聞資訊(xùn) | 發(fā)布日期:2020-11-21 發布(bù)者:住(zhù)野精工(gōng) |
流延膜使用的是“多層共擠流延法法”,吹膜使用(yòng)的是“多層共擠吹(chuī)塑法”,這兩種生產工藝是薄膜生產領域裏最常見(jiàn)的兩種工藝。
1、多層共擠吹塑法:
這種生產(chǎn)工藝方法主要分為上吹風冷和下吹水冷兩種形式。上吹風冷,主(zhǔ)要是由多台擠出機,多層疊加模頭,多風口(kǒu)風環,IBC內冷係統,人字(zì)夾板,旋轉(zhuǎn)牽引係統(tǒng),下牽引係統以(yǐ)及收卷係統這幾個主要部分組(zǔ)成。下吹水冷,基本組件與上吹式相同,所不同的是在冷卻方式(shì),下吹以循環泠卻水(shuǐ)作為冷卻的主要形(xíng)式,各(gè)部件的設計位置與上吹有所不同,這種生產工藝在我(wǒ)國的PE和PP膜(mó)生產中比較常見。在(zài)多層共擠(jǐ)高阻隔性薄膜的生產(chǎn)中,仍(réng)舊以上吹(chuī)風冷式(shì)機組為主。不管用哪二種形式的機組,在外觀形態上,都是以筒狀膜為主要表現(xiàn)特(tè)征(zhēng),在真空袋製袋方麵,由於減少了二個熱封邊,在對包裝內容物的(de)保護上比流延(yán)膜有著非常大的優勢(shì)。在拉伸強度方(fāng)麵比流延(yán)膜好。

2、多層共擠流(liú)延法:
這(zhè)種(zhǒng)生產工藝主要是由多台擠出機,多流道分配器(俗稱“集料器”),T型模頭,流延係統,水平牽引係統,振蕩器,收卷係(xì)統組成。這種生產(chǎn)工藝主要的特(tè)點在於,生產出(chū)來的薄(báo)膜製品表(biǎo)麵光澤(zé)度好,平整度(dù)高(gāo),厚度公差小(xiǎo),力學延伸性能(néng)好,柔韌性好,透明度比吹塑法高。
這兩種生產工藝在我國是最(zuì)為常見的,由於吹塑工藝在產品平整度以及透明度方麵不(bú)能與流延膜相比,但是(shì)其生產的高效率,設備投入低,低材料損(sǔn)耗量是流延工藝無法比擬的。因此,在國外企業對吹塑工藝不足之處的改進上,進(jìn)行了深入的(de)研究與開發,主要體(tǐ)現在這四個方麵。
(2)對擠出機放置的位置與(yǔ)角度上;
(3)泠卻係統的改(gǎi)進(以風環與內冷技術為主)
(4)材料配方與結構設計
通過實踐證明,在薄膜的透明度,平整度,各層材料的厚薄均勻度上都達到(dào)或接近流延(yán)法的(de)水平。如果(guǒ)國內企(qǐ)業在高阻隔薄膜設備(bèi)投入方(fāng)麵,2010年以後基本以吹膜為主。
生產工(gōng)藝比較(jiào):
1、流延法比吹塑法更加適(shì)合應用於多(duō)層(céng)共擠的薄膜生產加工,尤其當使用多種不同材質的材料進行共擠時,流延法的生產工藝參數(shù)更易於控製,加工設備的關鍵部分――模頭的設計更(gèng)能有效保證產品中各種(zhǒng)材料分(fèn)布(bù)的均勻性。而吹塑法的(de)多層共擠模頭技術難度更(gèng)大,結構更為複雜且技術尚不夠成熟。
2、流(liú)延法的加工設備中,模頭至冷(lěng)輥(成型至定型)的距(jù)離一般為10~20mm,熔(róng)膜簾很短且在真空(kōng)吸氣罩、氣刀及定邊裝置(zhì)的幫助(zhù)下很快定型,產品質量好且穩定。而吹塑法由於熔膜(mó)有一個吹脹過程,並依靠空(kōng)氣或水來冷卻定型。產品的定型時間過長且定型前的變化很大(一般吹脹4~7倍)。容易在熔膜階段受到外界和自身因素的影響,產品(pǐn)質量(liàng)控(kòng)製的難度非常大且穩定性差。
3、在原料(liào)的選擇上吹塑法和流延(yán)法(fǎ)也有較大差異,多層(céng)共擠時吹塑法(fǎ)要求盡量選用(yòng)流動性接近(jìn)的材料來相互搭配,當材料流動性相差較大時(shí),缺(quē)乏相應措施進(jìn)行調整,因而當選定(dìng)了其中(zhōng)一(yī)種材料時,與其共擠的其他材料沒有多大的選(xuǎn)擇(zé)餘地,這在(zài)很在程度上製(zhì)約了多層(céng)共擠加工工藝優勢在產品質量上的體現(xiàn),而流延法的加工設備通過對分流道的調節可以很輕(qīng)鬆解決吹塑法中幾乎無法解決的問題。

產品特點(diǎn)比較:
1、吹塑法因有一個吹脹過程(chéng)而導致產品的縱、橫向的分(fèn)子受(shòu)到不同程度的拉伸。產品的耐溫(wēn)度性能和熱(rè)封性能(néng)都會受到(dào)較大影響,當(dāng)產品需要蒸煮(zhǔ)消毒(如121℃蒸氣)時,成型中被拉伸的分(fèn)子鏈受熱後會有(yǒu)明顯的回縮現象,導致產品嚴重變形,並且會大大降低熱封連接處的強度而導(dǎo)致漏袋現象。
2、流延法生產薄膜(又稱未拉伸薄膜)時,分(fèn)子排列有序,產品冷卻速度快(kuài),有利於提高產品的透明(míng)度、光澤(zé)度及厚薄均勻性,且產(chǎn)品質地較軟、較韌;抗衝(chōng)擊性能、耐熱及(jí)低溫(wēn)適應性均好於吹塑法。
3、流延法的生產效率極高,產品質(zhì)量穩定性好。生產過程中的廢料少,且較易實現在線回收邊、廢料,材料的利用率高。
4、流延法采用平模頭(tóu),模頭內設有特殊滯留槽(cáo),能保證材料流動時的均勻一致,並且通過模頭的自動調節(jiē)裝置可自動控製模(mó)唇間(jiān)隙的均勻性,控製精度非常(cháng)高,較厚的薄膜(mó)可控製在±3%以下。而吹塑法(fǎ)采用的環形(xíng)模頭及多層疊加的模芯,對加工(gōng)精度(dù)和裝配精度要求非常高且特別難以控製(zhì),如果加工及配(pèi)合精(jīng)度(dù)有微小的誤差,無法通過調節來彌補,因此產(chǎn)品的厚薄公差基(jī)本在±10%左右,對於200μm厚的薄膜而言也(yě)就意味著最薄處為180μm而最厚處可能為(wéi)220μm,在焊封製袋時,模具的間(jiān)隙和熱封溫度無論如(rú)何調整都(dōu)難以保證最厚處和最薄處都能達到必須的封合強度。漏袋現象在所難免,成品率自然很低。
5、對於熔體強度較低的(de)材料,需(xū)采(cǎi)用下吹法、水冷定型。水份烘幹不徹底或電暈(yūn)層選料不當都會導致電暈處(chù)理(lǐ)效果差或電暈衰減嚴重。影響印刷的油墨粘接牢度而(ér)導致脫色。流延法(fǎ)采用鋼製鑄片(piàn)輥(內通冷卻水)對薄膜冷卻定(dìng)型,水分不與薄膜直接接觸(chù)。
6、對於需蒸煮(121℃蒸氣殺(shā)菌)的薄膜,無論流延法還是吹塑法都必須選用耐(nài)蒸煮級的(de)原材料。非蒸煮級的材(cái)料蒸煮後會導致薄膜變硬。
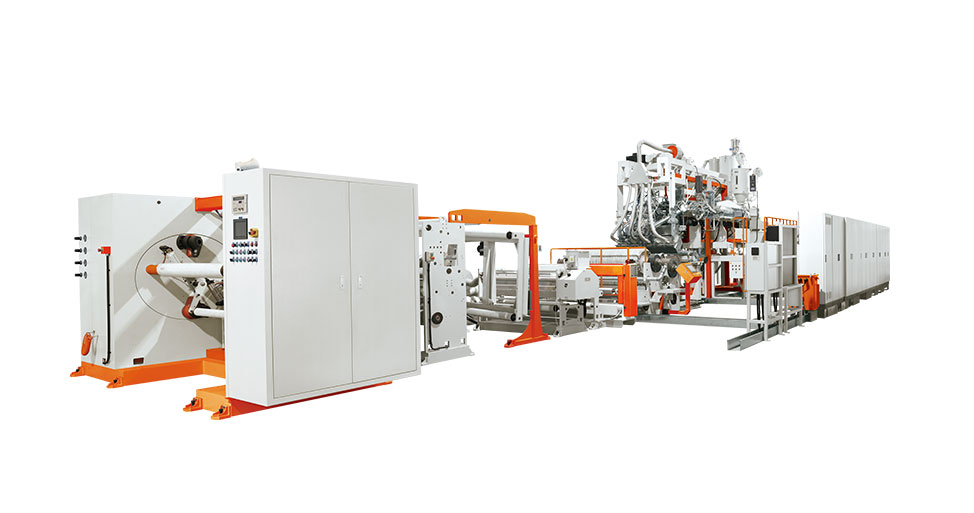
南京91视频网站精工機械有(yǒu)限公司有專業的流延(yán)膜(mó)生產線,公司主營的流延(yán)膜製造生產線有:TPU熱熔膠(jiāo)膜生產線,CPP/CPE流延膜生產線,EVA太陽能封裝膠膜生產線,PE衛生透氣(qì)膜生產線,PVDF流延膜(mó)生產線,PP三(sān)維(wéi)立體薄膜生產線,醫用血液淨化薄膜生產線,多層共擠阻(zǔ)隔膜生產線,LLDPE纏繞膜生產線等。
公司地址:江蘇省南京(jīng)市江寧區秣陵街道開拓路11號
聯係方式:025 5183 9686/133 9078 0291
